STL品質
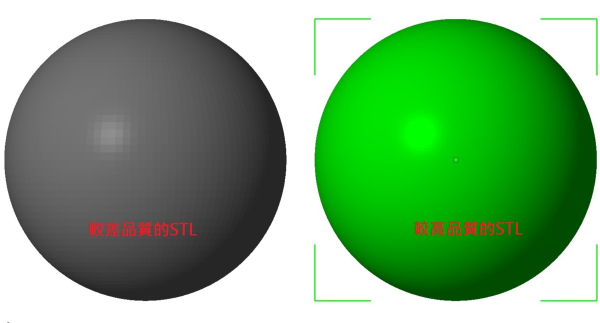
我們需要使用STL檔案來透過FDM設備執行實體輸出,因此列印輸出的品質將與STL的解析度品質高度相關
透過下圖我們可以清楚理解STL的解析度高低品質的差異, 因此請您務必
1. 了解如何在您使用的CAD如何轉出適當高解析度品質的STL檔案!
2. 轉出STL檔案,再載入STL並在螢幕縮放到1:1來檢視其解析度品質是否滿足需求
3. 由於FDM列印解析度有其上限,STL檔案太高的解析度(面數)將無益於列印品質的提升,並將會因檔案過於龐大導致軟體無法順利開啟檔案進行列印
4. 尺寸較大的物件也必然需要較高的解析度(面數)
5. 簡易的判斷方式就是匯入STL檔案,然後在螢幕上將物件縮放成1:1,若無法看出明顯網格,那麼這就是一個高品質的STL
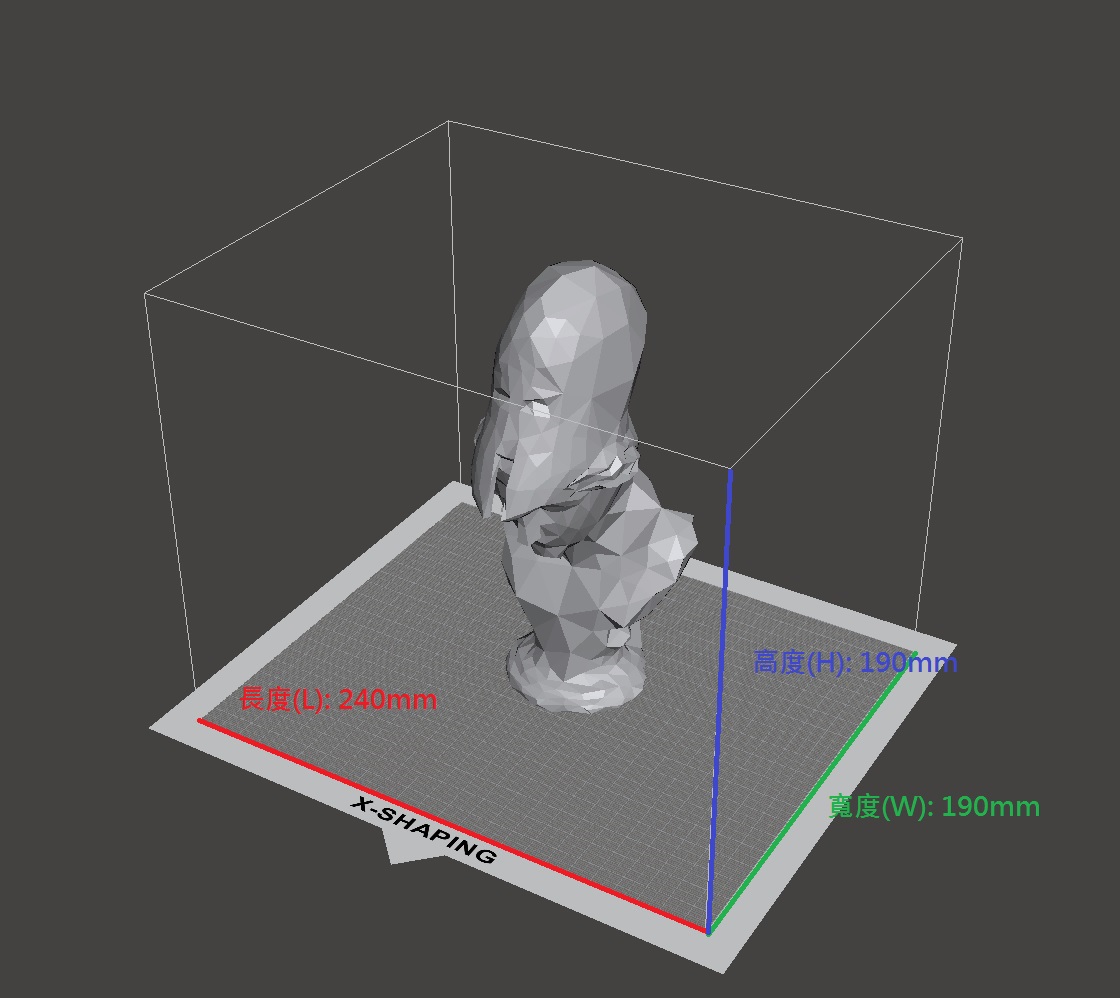
尺寸(長X寬X高)
一體成形的最大尺寸 => 240mm 長(L) X 190mm 寬(W) X 190mm 高(H)
當您的物件接近滿版或是超出一體成形的列印空間時,我們會提議您分割物件,以利完成列印!
分割物件的方式:
1. 由您主動將物件做分件設計,將大尺寸物件分拆零件化!
2. 視情況可以增加定位卡榫以利後製接合!
3. 我們也能提供簡單切割STL物件服務
物件切割
當有以下幾個情況,我們會建議您將物件做拆件(分割),分開列印後拼接組裝
1. 物件尺寸過大,無法一體成形列印
2. 局部過於複雜的造型(例如"倒垂")
3. 有負載強度的考量
4. 為了減少需要支撐材的區域以提升外觀品質
5. 為了縮短交期,適當的切割有助於大幅提升列印成功率且可以多機分工列印來大幅縮短列時間
6. 有使用不同顏色或材料的需求
分割物件的方式:
1. 由您主動將物件做分件設計,將大尺寸物件拆件零件化!
2. 由我們直接切割STL物件,通常我們會視情況增加定位卡榫以利您後製結合!
精密度
1. 成形尺寸誤差: 0.05~0.5mm, (誤差會隨尺寸放大而變大,若非常在意尺寸精密度,那FFF列印技術無法達成高精密度的需求!)
2. 堆疊層厚選擇: 0.10/ 0.15/ 0.20/ 0.25/ 0.30mm
3. 最小殼厚/寬度/肉厚: 1.0mm (建議值)/0.8mm(極限值)
4. 建議殼(肉)厚: 1.6~2.4mm, 可以得到不錯的強度,曲面造型也不至於破面
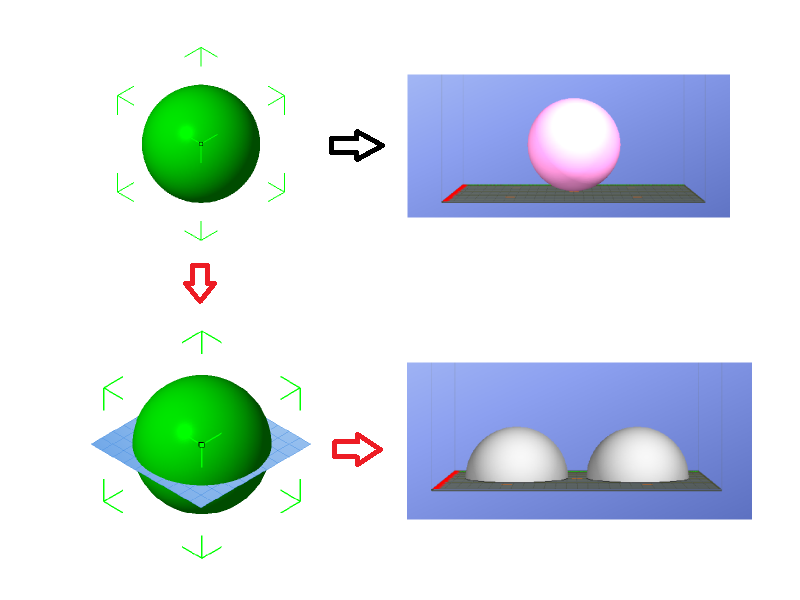
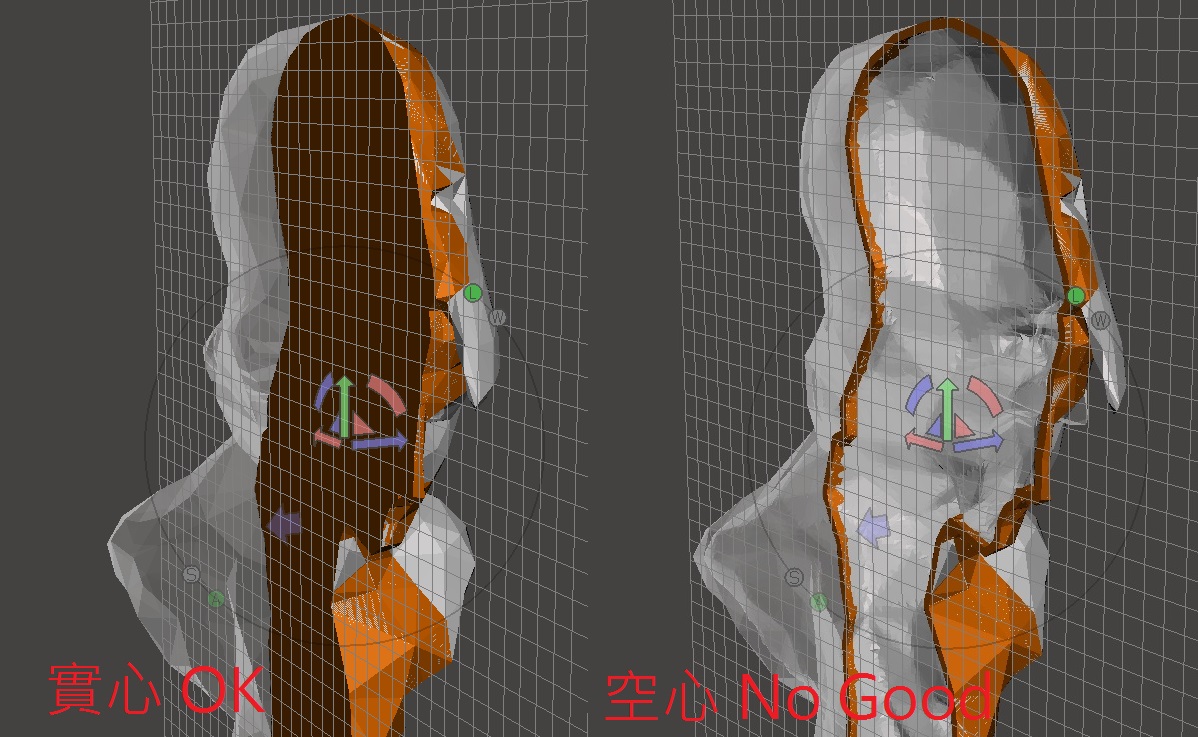
實心化(Solid)
1. 3D列印可以透過軟體設定來選定實心物件成型填充率(不同密度網格),因此無須刻意為了節省列印材料(費用)而刻意挖空物件!
2. 刻意挖空的物件,在列印過程大多會在內部產生支撐,而在物件內部產生的支撐材料常常因為基礎不牢靠,中途容易塌陷而妨礙正常列印且無法取出!
物件填充率(Infill)
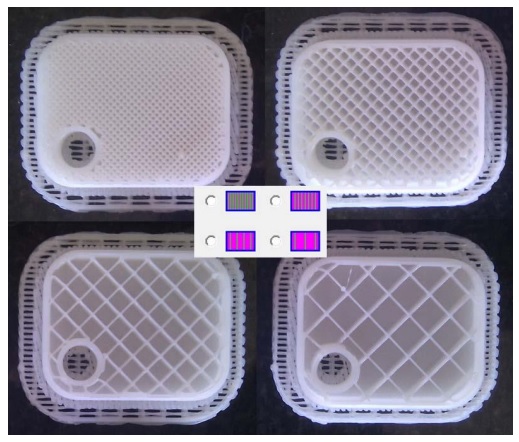
我們的設備對於填充率主要有四個選擇(參考附圖):
最高(~85%), 次高(~65%), 次低(~20%), 最低(~15%), 通常在沒有刻意指定下,我們會視情況選用最低或是次低!
注意事項
1. 填充率的提高,會大幅增加列印時間及列印材料,也因此會大幅增加列印費用
2. 列印物件的強度主要是相關於物件結構及列印擺放方向,提升填充率對強度的提升效果有限
輔助支撐(Support)
1. 當物件有懸空,大角度(例如偏離垂直大於45度以上)傾斜面,列印軟體將會自動生成輔助支撐來協助完成列印,
由於輔助支撐結構為了易於剝離,將與物件接觸的面有些間隙,也因此讓接觸面區域,列印品質較差!
2. 可以透過改變列印方向或是分割物件的方式來減少需使用支撐區域
3. 拆除支撐的過程中,物件會受到一定程度刮傷或末端枝節斷裂


